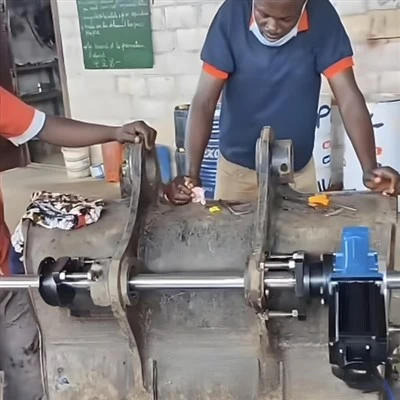
İnşaat makinelerinin bakımını, madencilik ekipmanlarının bakımını ve belediye tesislerinin acil onarımını içeren senaryolarda, büyük ölçekli ekipmanlardaki şaft delikleri ve yatak yuvaları gibi bileşenler-aşınma ve deformasyon gibi sorunlara eğilimlidir. Geleneksel delik işleme makineleri, hacimli boyutları ve hareket kabiliyetinin olmaması nedeniyle, çoğu zaman-sahada işlem yapma becerisine sahip değildir. Sonuç olarak,-esneklikleri ve verimlilikleriyle öne çıkan-taşınabilir delik işleme makineleri, sahadaki işleme görevleri için-"temel ekipman" olarak ortaya çıktı. Bununla birlikte, pek çok sektör uygulayıcısı, standartların altında işleme hassasiyeti veya uygunsuz model seçimi veya standartlaştırılmamış operasyon nedeniyle ekipmanın hasar görmesi gibi sorunlarla karşılaşmaktadır. Bugün, pratik uygulama deneyiminden yararlanarak, taşınabilir bir delik işleme makinesi seçmenin ardındaki mantığı yeniden yapılandıracağız, temel operasyonel prosedürleri vurgulayacağız ve ortak sorunlara çözümler sunacağız, böylece sektör profesyonellerinin gereksiz tuzaklardan kaçınmasına yardımcı olacağız.
Seçimde Tuzaklardan Kaçınmak: Temel Parametreleri Belirli Senaryolarla Eşleştirmek
Portatif delik işleme makinesi seçiminde temel prensip "senaryo uyumluluğu"dur. Seçim, işlenecek delik çapı, malzeme türü, çalışma ortamı ve hassasiyet gereklilikleri gibi faktörlerin kapsamlı bir değerlendirmesini gerektirir; Basitçe "daha yüksek parametreler daha iyidir" şeklindeki körü körüne arayıştan kaçınılmalıdır.
İşleme çapı açısından, şu anda piyasada bulunan portatif delik işleme makinelerinin çalışma aralığı tipik olarak 20 mm'den 500 mm'ye kadar uzanır ve farklı modeller arasında uyumlu aralıkta önemli farklılıklar bulunur. Küçük-ölçekli portatif delik işleme makineleri (işleme çapları: 20 mm–100 mm) hafif ve kompakttır-çoğunlukla 10 kg'dan hafiftir-; bu da onları ekskavatör pim delikleri ve küçük yatak yuvaları gibi bileşenlerin hassas onarımı için ideal kılar; özellikle yüksekte veya kapalı alanlardaki operasyonlar için-çok uygundurlar. Orta-boyutlu modeller (işleme çapları: 100 mm–300 mm) daha fazla güce sahiptir ve tekerlekli yükleyiciler ve kırıcılar gibi ekipmanların şaft deliği işleme gereksinimlerini karşılayabilir; Ağırlığı genellikle 20 kg ila 50 kg arasında olan bu üniteler genellikle esneklik ve stabilite arasında denge kuran mobil stantlarla donatılmıştır. Büyük-ölçekli modeller (işleme çapları: 300 mm–500 mm), tünel açma makineleri ve büyük-ölçekli valfler-gibi ağır-iş ekipmanlarının-sahada işlenmesi için tasarlanmıştır ve genellikle bir hidrolik güç sistemiyle entegrasyon gerektirir; biraz daha az esneklik sunsalar da üstün işleme verimliliği ve yük taşıma kapasitesi sunarlar.
İşlenen malzemeyle uyumluluk da aynı derecede önemlidir. Karbon çeliği veya dökme demir gibi standart malzemeleri işlerken, gereksinimleri karşılamak için standart bir yüksek-hız çeliği delik işleme takımı yeterlidir. Ancak, paslanmaz çelik veya alaşımlı çelik gibi-yüksek mukavemetli malzemeleri- işlerken, daha yüksek-güçlü bir makine modeliyle (tipik olarak 3 kW'tan az olmayan bir iş mili gücüne sahip) birlikte karbür delik işleme takımının kullanılması gerekir-. Bu, takımın erken aşınmasını ve yetersiz güçten kaynaklanan pürüzlü yüzey kalitesini önler. Ayrıca, çalışma ortamının kendine özgü doğası dikkate alınmalıdır: dış mekan operasyonları için, yağmurun ve tozun makine gövdesine girmesini ve çalışmasını olumsuz etkilemesini önlemek için yüksek giriş koruması (IP) derecesine sahip bir model seçin; yüksek irtifada çalışırken, güç kablolarının kısıtlamalarını ortadan kaldırmak ve çalışma güvenliğini artırmak için lityum{11}}iyon pillerle çalışan kablosuz modellere öncelik verin.
Hassasiyet gereksinimleri, makine seçim sürecinde temel kriterlerden birini oluşturur. Rutin bakım senaryoları için, ±0,02 mm konumlandırma doğruluğu ve 1,6 μm'den az veya eşit Ra yüzey pürüzlülüğü sunan bir model genellikle yeterlidir. Bununla birlikte, hassas ekipmanların işlenmesi için (takım tezgahı iş mili deliklerinin onarımı gibi), ±0,01 mm doğruluk elde edebilen bir dijital okuma (DRO) sistemi ile donatılmış yüksek-hassasiyetli bir modelin seçilmesi zorunludur. Ek olarak, işleme prosesi sırasında hassasiyette sapmalara yol açabilecek titreşimi önlemek için makinenin yapısal sağlamlığına da çok dikkat edilmelidir.
Temel Operasyonel Aşamalar: İşleme Kalitesini Artırmak İçin Ayrıntılarda Uzmanlaşmak
Portatif bir delik işleme tezgahının operasyonel temeli üç temel aşama etrafında döner: "hassas konumlandırma", "stabil kesme" ve "uygun soğutma". Bu üç aşama, hem işleme doğruluğunu hem de ekipmanın hizmet ömrünü doğrudan etkiler ve acemilerin hata yapmaya en yatkın olduğu alanları temsil eder.
Hassas konumlandırma temel görevi görür. Çalışmaya başlamadan önce, işlenecek yüzey yağ lekelerini veya pasları gidermek için iyice temizlenmeli ve referans düzleminin düz ve düz olduğundan emin olunmalıdır. Delme makinesi ile işlenen delik arasındaki eşeksenliliği kalibre etmek için sapmayı 0,02 mm tolerans dahilinde tutarak bir kadranlı gösterge veya lazer hizalama aleti kullanılmalıdır. Düzensiz aşınma sergileyen delikler için, delik işleme makinesi monte edilmeden önce ilk olarak manuel taşlama ve tesviye işlemi gerçekleştirilmelidir; bu, eğimli bir referans düzlemi nedeniyle işleme sonrasında deliğin eksantrik hale gelmesini önler. Kurulum sırasında tüm montaj cıvatalarının iyice sıkılması gerekir; Gerektiğinde makineyi sağlam bir şekilde sabitlemek ve işleme prosesi sırasında herhangi bir kaymayı önlemek için genleşme manşonları kullanılmalıdır.
Stabil kesim, kesme parametrelerinin ve ilerleme hızlarının hassas kontrolünü gerektirir. Delik çapına ve iş parçası malzemesine göre uygun bir delik işleme takımı iş mili hızı seçin (genellikle karbon çeliği için 300–800 rpm ve paslanmaz çelik için 100–300 rpm). Takım ucunun kırılmasına veya işlenen yüzeyde basamak oluşumuna yol açabilecek ani hızlanmayı önlemek için eşit bir ilerleme hızı (0,1-0,3 mm/dev önerilir) koruyun. Kesme işlemi sırasında kesme koşullarını gerçek zamanlı olarak sürekli olarak izleyin; aşırı kalın talaşlar veya duman çıkması gibi sorunlar ortaya çıkarsa iş mili hızını veya ilerleme hızını derhal azaltın. Eş zamanlı olarak delik işleme takımında aşınma olup olmadığını kontrol edin ve gerekiyorsa değiştirin.
Takım ömrünü uzatmak ve işleme hassasiyetini arttırmak için uygun soğutma çok önemlidir. Standart malzemeleri işlerken emülsifiye edilmiş bir soğutucu kullanılabilir; ancak yüksek-mukavemetli malzemeleri işlerken, yalnızca kesme sıcaklıklarını düşürmekle kalmayıp aynı zamanda yağlamayı iyileştirip takım aşınmasını da azalttığı için özel kesme yağının kullanılması önerilir. İş parçası deformasyonuna yol açabilecek lokal aşırı ısınmayı önlemek için soğutma sıvısının kesme bölgesi boyunca eşit şekilde püskürtüldüğünden emin olun. Ayrıca, yabancı maddelerin kesme arayüzüne girmesini ve işleme kalitesinden ödün vermesini önlemek için soğutma sıvısını periyodik olarak değiştirerek, soğutma sıvısının temizliğine çok dikkat edin.